回流焊炉膛清洁剂,无铅回流焊优化工艺详解
本文推荐的无铅回流焊优化工艺曲线说明(如图二):推荐的工艺曲线上的四个重要点:
1、预热区升温速度尽量慢一些(选择数值2-3℃/s),以便控制由锡膏的塌边而造成的焊点桥接、焊球等。
2、活性区要求必须在(45-90sec、120-160℃)范围内,以便控制PCB基板的温差及焊剂性能变化等因数而发生回流焊时的不良。
3、焊接的z高温度在230℃以上保持20-30sec,以保证焊接的湿润性。
4、冷却速度选择在-4℃/s。
回流温度曲线如下:

图中红色曲线推荐对焊点亮度要求的客户
回流曲线湿度变化说明:1、焊锡膏的焊剂在湿度升至100℃时开始熔化(开始进入活性时期),焊锡膏在活化区的主要作用是将被焊物表面的氧化层去掉,如果活性区的时间过长,焊剂会蒸发过快,也会造成焊点表面不光滑,有颗粒状。锡膏在熔点湿度以上(进入回流区)完全熔融的时间大约30-45秒,视该PCB厚度、元器件大小、密度来决定是否延长时间。
2、活性区的温度也可帮助PCB的元器件缓和吸收,使之大小元器件的温差变小,减少功能坏机产生。
3、进入回流炉的大小元器件的温差大约为11.4℃,所以,我们要减少它们差也是从活性区开始控制,z大限度可将温差减少到5-8℃。
4、无铅焊锡膏因考虑到其由多元合金组成,金属的冷却收缩时间不同,为了使焊点能够光亮,除了有其它方法外,快速降温是z有效的方法。
三、在回流焊中出现的缺陷及其解决方案1、焊接缺陷分为主要缺陷、次要缺陷和表面缺陷:
①主要缺陷导致产品的SMA功能失效。
②次要缺陷是指焊点之间润湿尚好,SMA功能正常,但会影响产品的寿命。
③表面缺陷是不影响产品的寿命和功能(通常以生产工艺、外观、来鉴别)。
2、问题形成及处理方案:(1)锡珠
原因:
在元器件贴装过和中,焊膏被置放于片式元件的引脚与焊盘之间,如果焊盘和元件引脚润湿不良(可焊性差),液态焊料会收缩而使焊缝不充分,所有焊料颗粒不能聚合成一个焊点。部分液态焊料会从焊缝流出,形成锡珠。
①在印刷工艺中由于模板与焊盘对中偏移导致焊膏流到焊盘外。
②贴片过程中Z轴的压力过大瞬间将锡膏挤压到焊盘外。
③加热速度过快,时间过短焊膏内部水分和溶剂未能完全挥发出来,到达回流焊接区时引起溶剂、水分沸腾,溅出锡珠。
④模板开口尺寸及轮廓不清晰。
解决方法:
①跟进焊盘、元件引脚和锡膏是否氧化。
②调整模板开口与焊盘精确对位。
③精确调整Z轴压力。
④调整预热区活化区温度上升速度。
⑤检查模板开口及轮廓是否清晰,必要时需更换模板。
(2)立碑(曼哈顿现象),元件一端焊接在焊盘另一端则翘立。
原因:
①元件两端受热不均匀或焊盘两端宽长和间隙过大,焊膏熔化有先后所致。
②安放元件位置移位。
③焊膏中的焊剂使元件浮起。
④元件可焊性差。
⑤印刷焊锡膏厚度不够。
解决方法:
①元件均匀和合理设计焊盘两端尺寸对称。
②调整印刷参数和安放位置。
③采用焊剂量适中的焊剂(无铅锡膏焊剂在10.5±0.5%)。
④无材料采用无铅的锡膏或含银和铋的锡膏。
⑤增加印刷厚度。
(3)桥接(不相连的焊点接连在一起),在SMT生产中z常见的缺陷之一,它会引起元件之间的短路。
原因:
①焊锡膏质量问题,锡膏中金属含量偏高和印刷时间过长。
②锡膏太多、粘度低、塌落度差,预热后漫流到焊盘外,导至较密间隙之焊点桥接。
③印刷对位不准或印刷压力过大,容易造成细间距QFP桥接。
④贴放元器件压力过大锡膏受压后溢出。
⑤链速和升温速度过快锡膏中溶剂来不及挥发。
解决方法:
①更换或增加新锡膏(在印刷过程中可定时补充新锡膏以保持其金属含量及粘度)
②降低刮刀压力,采用粘度在190±30Pa·S的锡膏。
③调整模板精确对位。
④调整Z轴压力。
⑤调整回流温度曲线,根据实际情况对链速和炉温度进行调整。
(4)焊点锡少、焊锡量不足
原因:
①锡膏不够、机器停止后再印刷、模板开口堵塞、锡膏品质变坏。
②焊盘和元器件可焊性差。
③回流时间少。
解决方法:
①增加模板厚度,增加印刷压力,停机后再开机应检查模板是否堵塞。铅焊锡使用的模板开口在设计允许的情况下要比焊盘大≥100%。
②选用可焊性较好之焊盘和元器件。
③增加回流时间。
(5)假焊
原因:
①元器件和焊盘可焊性差。
②再流焊温度和升温速度不当。
③印刷参数不正确。
④印刷后滞留时间过长,锡膏活性变差。
解决方法:
①加强对PCB和元器件的筛选,保证焊接性能良好。
②调整回流焊温度曲线。
③改变刮刀压力和速度,保证良好的印刷效果。
④锡膏印刷后尽快贴片过回流焊。
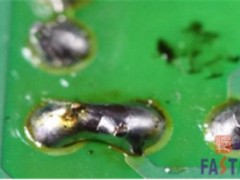
(6)冷焊(焊点表面偏暗、粗糙,与被焊物没有进行融熔。)
原因:
①加热温度不适合。
②焊锡变质。
③预热时间过长或温度过高。
解决方法:
①调整回流温度曲线,依照供应商提供的曲线参考,再根据所生产之产品的实际情况进行调整。
②换新锡膏。
③检查设备是否正常,改正预热条件。
(7)芯吸现象
这个问题以前资料少有介绍,因为Sn/Pb锡膏出现这问题不是很多,而在使用无铅焊锡膏时此问题就经常出现,原因是无铅锡膏的润湿和扩展率都不及含铅锡膏。
芯吸现象产生的原因通常认为是元件引脚的导热率大,升温迅速以致焊料优先润湿引脚,焊料与引脚之间的润湿力远大于焊料与焊盘之间的润湿力,引脚的上翘更会加剧芯吸现象的发生。
在红外线回流焊中,PCB基材与焊料中的有机助焊剂是红外线的优良吸收介质,而引脚却能部份反射红外线,相比而言,焊料优先熔化,它与焊盘的润湿力大于焊料与它与引脚之间的润湿力,故焊料不会沿引脚上爬,相反焊料沿引脚上爬。
解决方法:
在回流焊时应首先将SMA充分预热后再放入回流炉中,认真检查和保证PCB板焊盘的可焊性;被焊元件的共面性不可忽视,对共性面不良的器件不应用于生产。
(8)IC引脚开路/虚焊
IC引脚焊接后出现部分引脚虚焊,是常见的焊接缺陷。
原因:
①元件共面性差,特别是QFP器件,由于保管不当,造成引脚变形,有时不易发现(部分贴片机没有共面性检查功能)。
②引脚可焊性不好,引脚发黄,存放时间长。
③锡膏活性不够,金属含量低,通常用于QFP器件的焊接用锡膏金属含量不低于90%。
④是预热温度过高,引起件脚氧化,可焊性变差。
⑤是模板开口尺寸小,锡量不够。
(9)焊料结珠
焊料结珠是在使用焊膏和SMT工艺时焊料成球的一个特殊现象,简单地说,焊料结珠是指那些非常大的焊球,其上粘着有(或没有)细小的焊料球,它们形成在具有极低的托脚的元件,如芯片电容器的周围。
焊料结珠是由焊剂排气而引起,在预热阶段这种排作用超过了焊剂的内聚力,排气促进了焊膏在低间隙元件下形成立的团粒,在软熔时熔化了折焊膏再次从元件下冒出来,并聚结起来。
原因:
①印刷电路的厚度太高;焊点和元件重叠太多。
②在元件下涂了过多的锡膏;安放元件压力太大。
③预热时时温度上升速度太快;预热温度太高。
④元件和锡膏受潮;焊剂的活性太高;焊粉太细或氧化物太多。
⑤焊膏坍落太多。
解决方法:
改变模版的孔隙形状,以使在低托脚元件和焊点之间夹有较少的焊膏。
清洗剂_洗板水_水基清洗剂_电路板清洗_半导体清洗_治具清洗_芯片清洗_助焊剂_助焊剂清洗_锡膏清洗_合明科技专注精密电子清洗技术20多年,是SMT贴装/DIP封装,功率半导体器件及芯片封装精密清洗工艺技术方案、产品、清洗设备提供商。精密电子清洗除焊后助焊剂、锡膏、焊膏、球焊膏、焊锡膏、锡渣等残留物。水基系列产品,精细化对应涵盖从半导体封装到PCBA组件终端,包括有水基和半水基清洗剂,碱性和中性的水基清洗剂等。具体表现在,在同等的清洗力的情况下,合明科技的兼容性较佳. 先进封装包括倒装芯片、WLCSP晶圆级芯片封装、3D IC集成电路封装、SiP系统级封装、细间距封装等等。
以上就是回流焊炉膛清洁剂,无铅回流焊优化工艺详解,希望可以帮到您!